NO.1外观:
助焊剂外观首先必须均匀,液体焊剂还需透明,任何异物或分层的存在均会造成焊接缺陷。
NO.2物理稳定性:
通常要求在一定的温度环境(一般5~45℃)下,产品能稳定存在,否则在炎热的夏天或严寒天气就不能正常使用。
NO.3密度与黏度:
这是工艺选择与控制参数,必须有参考的数据,太高的黏度将给该产品的使用带来困难。
NO.4固体含量:
表示的是焊剂中的非溶剂部分,实际上它与不挥发物含量意义不同,数值也有差异,后者是从测试的角度讲的,它与焊接后残留量有一定的对应关系,但并非唯一。
NO.5可焊性:
指标也非常关键,它表示的是助焊效果,如果以扩展率来表示,孤立地讲它是越大越好,但腐蚀性也会越来越大,因此为了保证焊后良好的可靠性,扩展率一般在80%~92%之间。
NO.6卤素含量:
将含卤素(F、CI、Br、I)离子的活性剂加入助焊剂可以显著提高其可焊性,改善焊接效果,但如果含量过多则会带来一系列的腐蚀问题。例如,焊接后卤素残留多时会造成焊点发黑,并循环腐蚀焊点产生白色粉末,因此其含量也是一个非常重要的技术指标,它是以氯离子的当量来表示离子性的氟、氯、溴、碘的总和,由于检测标准不同可能有不同的表示含义。比如,现行的IPC标准以焊剂中的固体部分作为分母,由于固体部分(即不挥发物含量)通常只占液体焊剂的10%以下,因此它的表示值看起来通常较大,而GB或旧的JIS(日本工业标准)标准则以整个焊剂的质量作为分母,其值就相对较小。
NO.7水萃取液电阻率:
该指标反映的是焊剂中的导电离子的含量水平,阻值越小离子含量越多,焊后对电性能的影响越大。目前按照树脂型焊剂的标准要求,低固态或有机酸型焊剂大多达不到A类产品(JIS Z 3283-2006)和GB 9491-2002规定的RMA类型产品的要求。随着助焊剂向低固态免清洗方向发展,最新的ANSI/J-STD-004B标准已经放弃该指标,但在表面绝缘电阻一项指标里加严了要求。
NO.8腐蚀性:
助焊剂由于其可焊性的要求,必然会给PCB或焊点带来一定的腐蚀性。为了衡量腐蚀性的大小,各种标准均规定了腐蚀性的测量方法,其中铜镜腐蚀是测试使用时当时的腐蚀性大小,铜板腐蚀测试反映的是焊后残留物的腐蚀性大小,指示的是可靠性指标,各有侧重。对有高质量和可靠性要求的电子产品,必须进行该项测试,并且其环境试验时间需10天(一般7~10天)。
NO.9电气性能:
电气性能最重要的指标是表面绝缘电阻(SIR)和电迁移(ECM),各标准对助焊剂的焊前、焊后的SIR和ECM均有严格的要求,因为对用其组装的电子产品的电性能影响极大,严重的可造成信号紊乱,不能正常工作。按GB或JIS标准的要求SIR最低不能小于1010Ω,而IPC J-STD-004B则要求SIR最低不能小于108Ω,由于试验方法不同,这两个要求的数值间没有可比性,对于某些产品而言,其要求会更高。
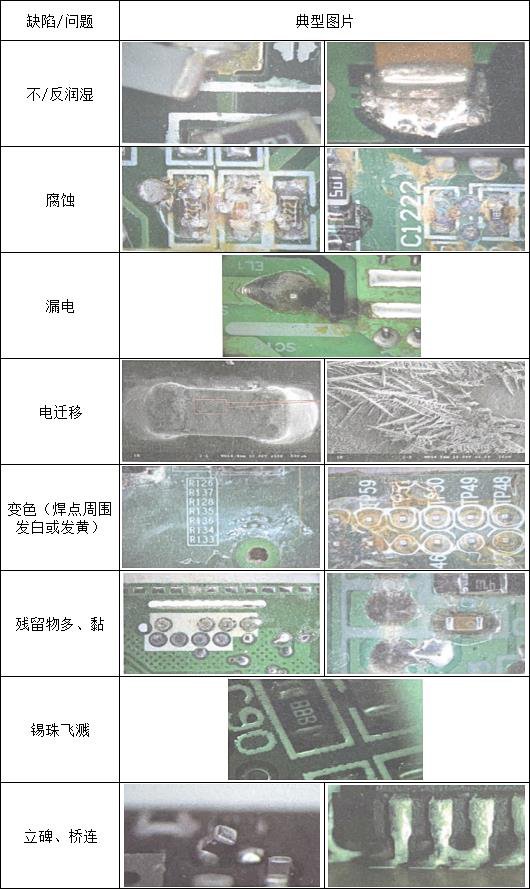
助焊剂选择不当常见工艺缺陷及产品可靠性问题